
Neulich hat mich ein Blog-Leser daran erinnert das ich meine Ausgangs-Einstellungen mit dem Creality 3D CR-10 mal noch in einem Artikel vorstellen wollte. Simplify3D hat mich dank der granularen Einstellungsmöglichkeiten, schnellem Custom-Support und dem ansprechenden Workflow bei mir als Slicer der Wahl durchgesetzt. Natürlich lassen sich die Einstellungen aber auch für Cura oder Slic3r adaptieren. Neben der Mechanik und dem Aufbau eures Druckers gibt 3 markante Punkte in der Software die Einfluss auf euer Druck-Ergebnis haben. Ich finde diese 3 Punkte sollte man so auch im Hinterkopf behalten. Wenn auf einmal ein Druck nicht so funktioniert wie man es sich vorstellt. Ist es meistens eine Kombination aller Faktoren und es gilt eben jene mit dem meisten Einfluss auf das Ergebnis zu erkennen.
- Die Einstellungen die Ihr in eurer Slicing-Software vornehmt.
- Die Eigenschaften eures Druck-Objekts das zusammen mit den Slicer-Einstellungen die Grundlage für euer Druck-Programm (den Gcode) bilden.
- Bei den Bastlern: die Parameter in der Firmware wie z.B. Beschleunigung / Ansprechverhalten der Achsen sowie Stepper-Einstellungen des Extruders und der Achsen etc.
Inhalt
- Meine Einstellungen
- Simplify 3D Extruder Settings für den Creality 3D CR-10
- Simplify 3D Layer Settings (Creality 3D CR-10)
- Simplify 3D Additions Settings (Creality 3D CR-10)
- Simplify 3D Infill Settings (Creality 3D CR-10)
- Simplify 3D Support Settings (Creality 3D CR-10)
- Simplify 3D Temperature Settings (Creality 3D CR-10)
- Simplify 3D Cooling Settings (Creality 3D CR-10)
- Simplify 3D G-Code Settings (Creality 3D CR-10)
- Simplify 3D Scripts Settings (Creality 3D CR-10)
- Simplify 3D Other Settings (Creality 3D CR-10)
- Simplify 3D Advanced Settings (Creality 3D CR-10)
Meine Einstellungen
Meine Einstellungen werden vielleicht nicht super für Euch arbeiten. Mein alter Spruch: „Jeder hat einen anderen Drucker Zuhause stehen…“ Ich denke aber die hier vorgestellten Einstellungen sind ein guter Startpunkt und sind definitiv geeignet um wiederholbare respektable Ergebnisse zu erreichen z.B. beim beliebten 3D-Benchy oder einem XYZ-Würfel.
Simplify 3D Extruder Settings für den Creality 3D CR-10
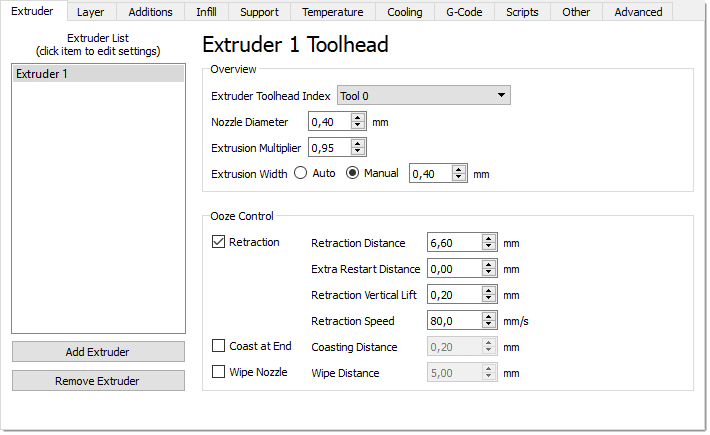
Die Einstellungen für den Extruder sind relativ out of the box. Die Nozzle ist mit 0,40 mm absolut standard. Den Extrusion-Multiplier passe ich je nach Filament an und er liegt meistens bei PLA zwischen 0,93 und 0,97. Die Extruxsion Width gebe ich manual mit den Standard 0,40mm an. Die Empfehlung aus dem Netz 0,48mm zu verwenden habe ich einige Druck-Projekte lang ausprobiert. Persönlich hat es mir aber eher den Druck instabil gemacht und ich hatte in den Deckwänden Loch-Bildung. Daher zurück auf 0,40mm
Simplify 3D Layer Settings (Creality 3D CR-10)
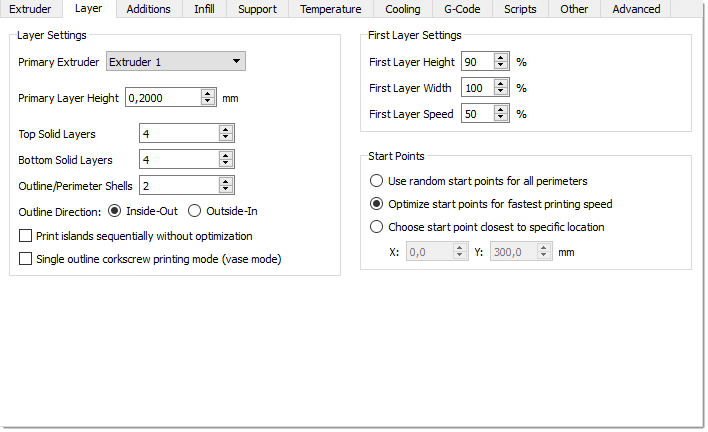
Die Layer-Einstellungen sind ebenfalls relativ moderat. 0,2mm für den Layer, 4 Deckschichten bottom und top. Dazu 2 Perimeter bzw. Outlines. Den ersten Layer definiere ich Etwas abgespeckt und lasse Ihn wie schon im Standard-Profil von Creality 3D mit 50% Geschwindigkeit drucken. Alle anderen Einstellungen sind wie ab Werk.
Simplify 3D Additions Settings (Creality 3D CR-10)
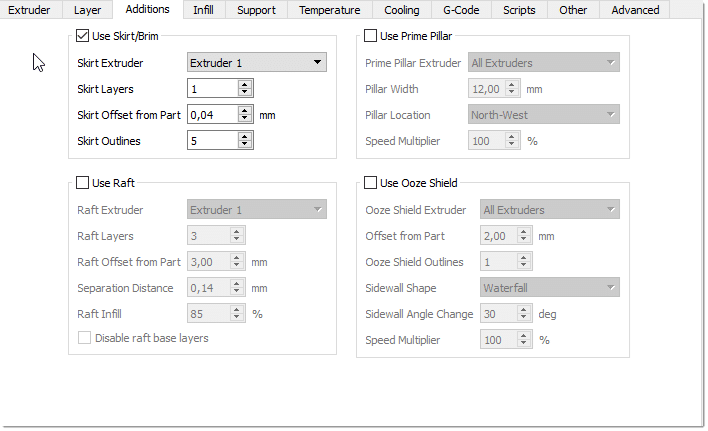
Persönlich verwende ich hier lediglich den Skirt mit einem minimal definierten Abstand so dass sich der Skirt besser lösen lässt. Bei größeren Objekten mit mehreren Quadratzentimetern Auflagefläche spar ich mir sämtliche Additions.
Simplify 3D Infill Settings (Creality 3D CR-10)
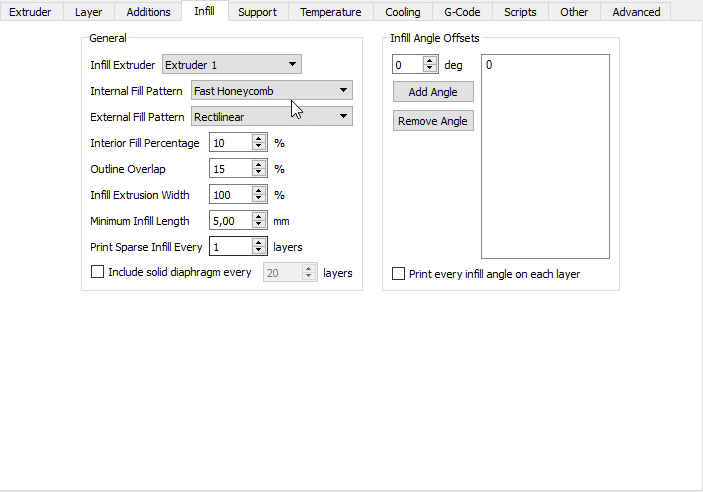
Beim Infill nehme ich je nach Filament (z.B. transparente Filamente) „Fast Honeycomb“ oder „rectangular“. Mit 10% Infill ist man eigentlich für die meisten Dinge schonr echt gut aufgestellt. Für Druck-Objekte die später mechanisch beansprucht werden nehme ich natürlich deutlich mehr Infill, nie aber über 40%. Die restlichen Einstellungen sind fast alle Standard.
Simplify 3D Support Settings (Creality 3D CR-10)
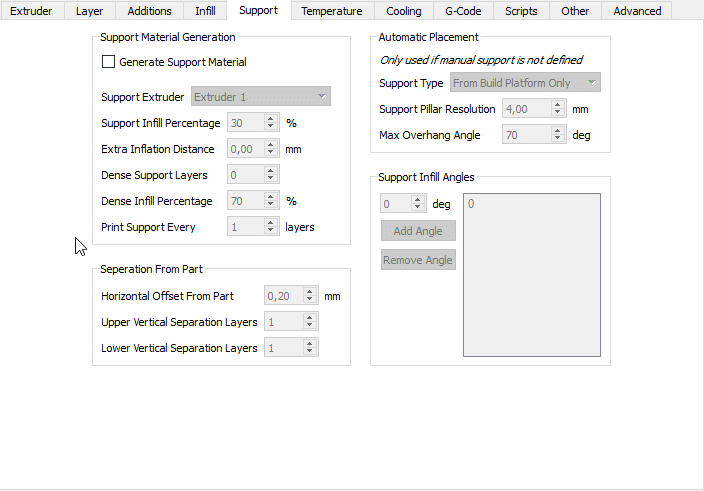
Die Support-Einstellungen sind ebenfalls am standard und üblicherweise deaktiviert.
Simplify 3D Temperature Settings (Creality 3D CR-10)
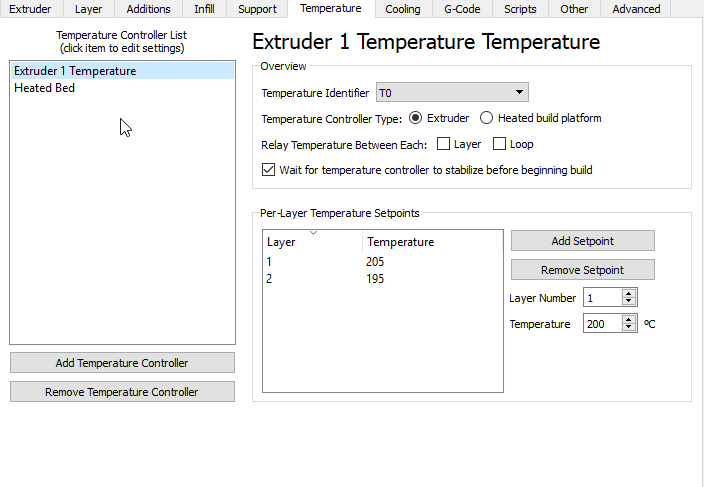
Für PLA bewege ich mich eigentlich für meine bisher verwendeten Fabrikate alle um 200 Grad. Den ersten Layer drucke ich etwas dünner siehe Layer Settings und mit ein wenig mehr Temperatur, ab Layer 2 gehe ich mit der Temperatur 5-10 Grad nach unten. Das Heatbed ist bei mir beim Druck auf dem mitgelieferten Glas auf 60 Grad eingestellt. Dazu verwende ich keine Schweinereien wie Haarlack oder sonstige Hilfsmittel für die Haftung.
Simplify 3D Cooling Settings (Creality 3D CR-10)
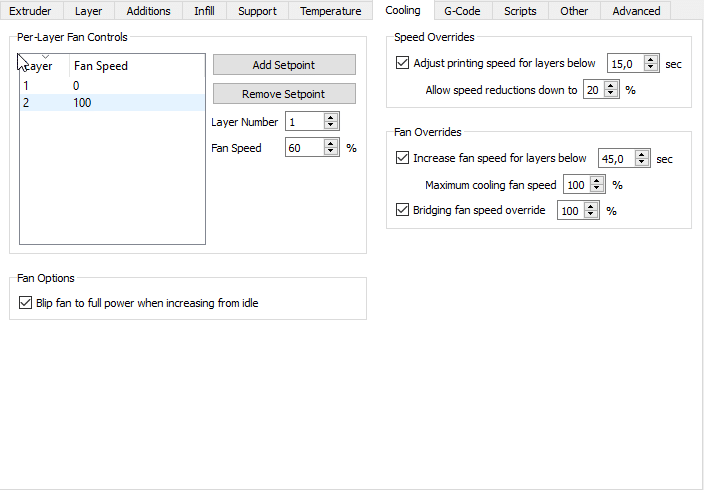
Seien wir mal ehrlich, für was anderes wie PLA kann man den Bridging-FAN vom Creality CR-10 nicht wirklich gebrauchen. Ich lasse Ihn standardmäßig ab dem 2 Layer einfach pusten…
Simplify 3D G-Code Settings (Creality 3D CR-10)
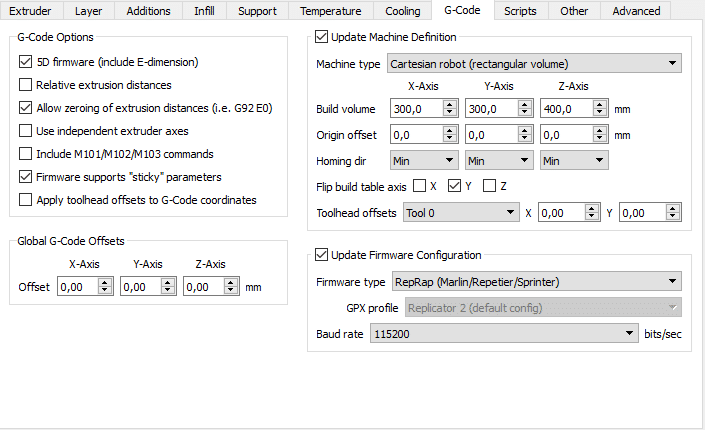
Auf diesem Tab hab ich lediglich Standard-Werte
Simplify 3D Scripts Settings (Creality 3D CR-10)
Starting Script
Um parrallel Extruder und Heizbett zu heizen verwende ich folgenden Code im Starting-Script vom G-Code
; Temperaturen parallel vorheizen M104 S[extruder0_temperature] T0; Extruder Temperatur setzen M190 S[bed0_temperature] T0 ; Bett heizen M109 S[extruder0_temperature] T0 ; Extruder heizen
Ebenfalls lasse ich alle Achsen nullen mit G28
;Achsen nullen G28 ; home all axes
Außerdem lasse ich vor dem Drucken noch das Material auf dem Druckbett entsorgen, das beim Aufheizen sich an der Nozzle gesammelt hat:
; Düse vorbereiten G1 X5.0 Y5.0 F7200 ; Fahre in Ausgangsposition G1 Z0.1 ; Nozzle senken um 0,1 G1 X5.0 F7200 ; Material abstreifen G1 Z0.2 ; Hebe Nozzle an auf 0,2mm G1 X200 E20 F600 ;Linie ziehen
Ending Script
Im Ending Script hebe ich Nozzle leicht an und ziehe etwas Filament zurück, fahre weg vom Druckobjekt Richtung XY-Home. Sämtliches Heizen wird deaktiviert und die Lüfter werden ausgeschaltet.
G1 E-3 F3600; retract M104 S0 ; Extruder aus M140 S0 ; Bett aus G91 ; Relativer Modus G1 Z20 ; Nozzle 2 cm anheben G90 ; Absoluter Modus G1 X5 Y270 F7200; Kopf zur Seite und Bett nach vorne M106 S0 ; Lüfter abschalten M84 ; Motoren abschalten
Simplify 3D Other Settings (Creality 3D CR-10)
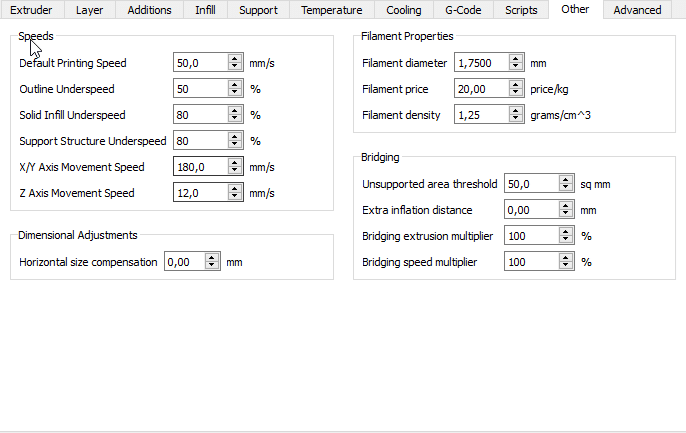
Die Default-Printing-Speed habe ich auf 50 mm/s beim CR-10. Je nach Komplexität und voraussichtlichem Fahrweg des Druckers gehe ich hier mit der Geschwindigkeit noch nach oben bis 85 mm/s. Die restlichen Einstellungen sind wie gehabt.
Simplify 3D Advanced Settings (Creality 3D CR-10)
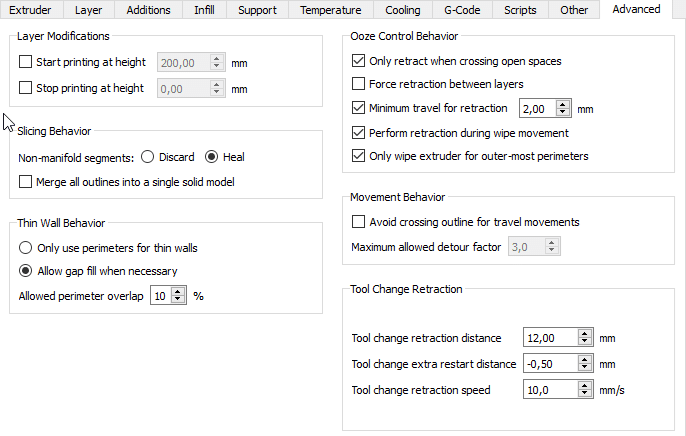
Im Advanced Tab ist eigentlich Alles wie im Default-Profile. Teilweise passe ich die Reisegeschwindigkeit an (Movement Speeds) wenn ich viele kurze Distanzen in einem Druckobjekt habe. Das ist aber eher selten der Fall.



Mein Drucker wird bald geliefert. Bin ja mal gespannt wie er sich mit deinen Einstellungen verhält.
Hi Ingo, gerne Feedback! Die Einstellungen sind wirklich als Start-Einstellungen zu sehen. Aber gerne welche zu denen immer wieder zurückkommen kann. Ordentliche Ergebnisse sollten drin sein 😉
Hallo
Habe Simplfy 4.0
Habe deine >Settings eingegeben, er heizt aber gar nicht hoch.
Woran könnte es liegen
Hi, an den Skript-Einstellungen, wenn dein Drucker sonst ganz normal funktioniert mit einem anderen Profil
Habe den Drucker erst neu.
Es funktionieren nur die beigelegten stl-Files.
Das sind ja zumindest mal gute Nachrichten und der Drucker ist in Ordnung. Es liegt also an deinen Slicer-Einstellungen. In den Downloads findest Du ein fertiges Profil für den CR-10 und Simplify3d 4. Versuche es mal damit. Ansonsten rate ich Dir zur Simplify-FAQ https://www.simplify3d.com/support/
Viel Erfolg!
Hallo, danke für die Standart Werte. Ich werde sie direkt testen wenn mein CR-10 ankommt.
Hast du schon Werte für PETG getestet? Das soll bei mir hauptsächlich laufen. Bei meinem A8 war nur die Nozzletemperatur höher als PLA. Mir macht nur der kleine Bauteilelüfter sorgen. Ich gehe davon aus das ich mir nen Modlüfter bauen muss.
Hi Marcel, dazu werde ich mal noch Etwas schreiben. Vorweg: Ja PETG unterscheidet sich bei mir in Nozzle und Bett-Temperatur sowie auch im Extrusion-Multiplikator.
Hallo Noktok,
Auch ich wäre an guten Richtwerten für Petg interessiert 🙂 weißt du zufällig ob es bei petg verschiedene Materialeigenschaften zwischen unterschiedlichen Farbtönen gibt? Ich brauche nämlich ein auf Zug belastbares Teil und das darf schwarz oder weiß sein 🙂
Hi Felix, kann am Sonntag erst wieder was posten, grade etwas verplant. Werde daran denken! Welchen Slicer nutzt Du denn?
Hey,
vielen Dank für die Mühe deine Erfahrungen mit uns zu teilen. Bin auf der Suche nach Cura Einstellungen zufällig auf deinen Block gestoßen und finde es stark was du hier machst. Hast du vielleicht auch Erfahrungen mit Cura und dem CR-10? Oder bist du der Meinung, dass sich ein grundsätzlicher Wechsel zu Simplify3D lohn?
Hi Alex, ich glaube nicht das sich ein Wechsel auf „jeden Fall“ lohnt. Wenn du sehr granulare Einstellungen brauchst und einfachen Support einfach direkt und manuell im Slicer machen möchtest dann ist Simplify das Richtige. Vorausgesetzt Du nutzt es auch regelmäßig. Ansonsten würde ich bei Cura bleiben. Die Einstellungen kannst Du sofern verstanden eigentlich ziemlich genau nach Cura übernehmen. Die meisten gibt es da in identischer Form so auch.
Vielen Dank.
Hallo
seit gestern hab ich nun auch im Einsatz,
muss das Heizbett eigentlich für den gesamten Druck beheizt sein ?
bei der cura Software die beilag kann man da scheinbar nichts einstellen
Sorry fange gerade erst mit dem 3d Druck an
Hi Franz, dafür braucht es kein Sorry. Ja die meiste Zeit ist man da leider relativ ineffizient unterwegs mit einem Drucker in der Preisklasse. Für Drucker mit beheizbaren Zonen legt man aber auch gerne den 10 fachen Preis hin. Eventuell kann man das nachrüsten, in den „Fernost-Angeboten“ hab ich sowas allerdings maximal rudimentär entdeckt und aus der Software ansteueren ist da dann definitiv nicht drin. Sieh es mal so, es wird ja bald wieder kälter 😉
Ich denke hier kann man zumindest die Verluste senken indem man das Heizbett unten isoliert. Das machen manche mit Kork oder ähnlichem Material.
braucht man denn das Heizbett so aber der 10 Lage noch ?
wenn nein
was mag wohl passieren wenn man einfach die Stromzufuhr dann kappt ? ( mech. Schalter rein fertig )
Hi Franz, das wäre ein pragmatischer Ansatz aber in der Praxis wird der nur teilweise klappen. Übrigens kannst Du das per Software sagen, dass das Heizbett nicht mehr heizen soll ab Schicht x oder in der Firmware während des Drucks einstellen, Schalter brauchst Du nicht. Wenn Du zum Beispiel auf Glas druckst springt dir das Teil dann von der Platte wenn diese sich abkühlt. Auch bei Tape verhalten sich viele Filamente noch so. Ich schalte das Heizbett nie ab während dem Druck. Verwende dafür aber auch keine Extras wie Haarlack oder Leim oder wie auch immer. Glas / Tape und gut.
Mir ist gerade was aufgefallen. Du nimmst den Skirt so nah an das Bauteil heran. Skirt nimmt man eigentlich nur dafür damit die alten Filamentreste aus der Düse rauskommen und der Fluß dann am Bauteil ordentlich gewährleistet ist. Dazu braucht man auch keine 5 Linien und man kann das auch 20mm vom Bauteil entfernt plazieren–>braucht man dann das Bauteil nicht zusätzlich davon zu befreien. Die Anfangslinie ist somit nicht notwendig, die im Startskript drin ist. Um die Bauteilhaftung zu erhöhen nimmt man den Rand „Brim“oder „Rafts“.
Hallo Alex,
danke für deine Erfahrungen.
Der Skirt darf durchaus ein Hilfsmittel sein für Druck-Teile um die haftende Fläche zu erhöhen, Dafür muss er nahe ran. Der Skirt in Simplify arbeitet etwas anders als in Cura. In Simplify3D sind Skirt/Brim eine Funktion und diese entspricht in Cura in etwa dem Brim.
Filament-Reste mit einem Skirt zu erzielen halte ich für nicht optimal, da sie so leicht im Reiseweg landen können, zum Beispiel bei mehreren Bauteilen. Mit dem im Artikel vorgestellten Skript werden diese am Rand der Baufläche entsorgt und fallen in den meisten Fällen ganz von der Baufläche.
Hi noktok. Wir haben beide irgendwie recht 😉 Also skirt ist definiert als Extrudervorbehandlung, sobald man allerdings den Skirt an das Bauteil rückt und mehrere Lines druckt wird es zu einer Brim.
Hier die offizielle Definition von Simplify.
https://www.simplify3d.com/support/articles/rafts-skirts-and-brims/
Ich kenne den Skirt eigentlich nur als Außenline, die für Extrudervorbereitung gilt und der Skirt liegt meist weit weg vom Bauteil. Am Skirt kann man gut die erste Lage in der Vorbereitung erkennen und ggf. nachleveln. Aber das ist jetzt eigentlich nur ne Sache, die man dann auf ne goldene Waage legt 😉 Im Text hast du es als Skirt bezeichnet, deshalb war ich verwirrt.
Hallo Notok,
der GCODE fürs Material entsorgen interessiert mich. Ich nehme an 5.0 bedeutet 5mm? Demnach würde der Nozzle vermutlich mit meinen Klammern an der Glasplatte kollidieren. Wie kann ich dem Drucker mitteilen dass er den Nozzle etwas weiter hinten in Y-Richtung abstreifen soll? Einfach die Ausgangsposition z.B. von 5.0 auf 10.0 ändern? Und das Minus vor beim X Wert bedeutet er fährt links neben das Bett? Ich habe außerdem Sorgen dass der Nozzle über meine Glasplatte kratzt. Dieser sollte 0.1 mm über dem Bett sein oder? Wenn sich der Nozzle aber um 0,1mm absenkt dann kratzt er doch über meine Platte?
Ich bin ein ziemlicher noob, wäre aber für eine Antwort sehr dankbar 🙂 Habe deine Einstellungen getestet (ohne das Skript) und die geben schonmal eine gute Basis. Danke dir!
PS: Also so z.B.:
; Düse vorbereiten
G1 X-5.0 Y10.0 F7200 ; Fahre in Ausgangsposition
und was bedeutet der F-Wert?
Hi Felix,
das minus im Skript habe ich entfernt. Bei einem Original-CR-10 stört das nicht, ist aber letztlich für diesen Drucker falsch gewesen. Der Code ist nun aktuell.
Das mit den Fahrwerten hast Du richtig verstanden. Ich denke man kann hier leicht seine eigenen optimalen Einstellungen definieren.
Ich hab auch noch einen extra Artikel für Start und Endcode siehe hier:
http://chinadrucker.de/2017/start-und-ende-fuer-den-gcode-selber-bestimmen/
Moin
mein CR-10 läuft auch seit 2 Tagen 🙂
das Heizbett hab ich (anstatt mit Kork – wie beim Anet A8)
damit isoliert: Silcawool 120 Heizbettisolierung
(google 1. Ergebnis)
super günstig
hab es noch mit Kaptonband abgeklebt und bisschen Alufolie.
nach unten kommt jetzt nichts mehr durch.
Die Glasplatte habe ich weggelassen, mir ist dann die Y-Achse zu schwer
Das Alubett ist ganz gerade – hab eine der bekannten Haftfolien drauf.
Damit hat man eher zu viel Haftung.
mechanisch war der CR-10 nicht perfekt (naja er kam Montags an)
aber ich hab immer genug Schrauben und Scheiben zu Hause.
Die Lüfter muss ich auch noch austauschen…
und irgendwann kommt der Bootloader und Marlin dran…
Aber für das Geld ist er echt gut! und stabil
mal schauen, ob er den Speed des Anet A8 (inkl. etliche Mods) schafft
Gruß Ingo
An dieser Stelle sag ich einfach mal Danke.
Hatte Filament das sich auf Teufel komm raus nicht verarbeiten lies.
Mit deinen Einstellungen ging es, trotz z-scar immer noch das beste Ergebnis.
Hallo
Hab jetzt meinen CR-10 seit zwei tagen in Betrieb genommen.
Frage: Fährt bei Euch allen die X und Y Achse auch hart gegen die Endstops und was kann ich da machen? Jerk kann man ja über das Original-Mainboard nicht einstellen. Gibt es da auch einen Befehl beim Start und End-Skript.
Danke schon mal für die Antworten.
mfG aus Wuppertal
Gerd
Hallo Gerd,
das sieht schon relativ nach Anschlag aus beim Nullen der Achsen, absolut. Die mechanischen Endstops können das aber ohne Probleme ab. Die Jerk-Settings spielen hier nebenbei keine Rolle. Man kann allerdings die Geschwindigkeiten beim Nullen in der Configurtion.h in Marlin einstellen.
Grüße nach Wuppertal und viel Spaß mit dem neuen Creality CR-10 😉
Hi,
die Jerk Werte lassen sich mit folgenden Befehl in das Start Script mit einbauen:
M205 S0.00 T0.00 B20000 X20.00 Z0.40 E5.00
Das sind auch die originalen Werte des CR-10.
Ich habe folgende Zeile in mein Start Script eingebaut:
M205 S0.00 T0.00 B20000 X10.00 Z0.20 E5.00
Ich habe also die Jerk werte für XY und Z halbiert. Ob es am Extruder auch sinnvoll ist, weiß ich nicht.
Wie noktok3d schon schrieb, auf das Nullen haben die Jerk Werte aber keinen Einfluss.
mfg
Hi, so kompliziert ist das nicht notwendig. Für Jerk reicht z.B.
M205 X10 Z5Danke schon mal für die Antworten
Habe jetzt mal die Werte wie beschrieben mit einer Ergänzung
gemacht und werde es mal testen.
Das M205 X10 Y10 Z5 habe ich an erster Stelle im Script gesetzt.
Schönen Abend noch
Gerd
Hallo. Ich habe meinen CR-10 ohne S vor einigen Tagen bekommen. Ich habe Probleme mit dem Bett Leveling. Offenbar hat die Glasplatte in der Mitte eine Wölbung. Entweder ist der Düsenabstand in der Mitte zu groß oder zu klein. Mein Kumpel hat mit seinem CR-10S dasselbe Problem. Ist das gewollt, oder bloß mangelnde Qualität? So kommt man beim Leveling halt nicht zu einem guten Ergebnis.
Hi, bei einem Creality CR-10 wäre mir das neu. Hast Du genau übern den 4 Schrauben gelevelt (am besten 2 Durchgänge)? Danach die Mitte mal verproben. Ansonsten gerne mal mit einem wirklich geraden Lineal / Winkel diagonal prüfen. Bei anderen Druckern aus dem günstigsten Segment habe ich schon von krummen Heizbetten gehört. Schöne Weihnachten und guten Rutsch!
Leider waren die Kommentare bereits geschlossen – Nachtrag von Kris per E-Mail:
„Ja, habe ich. Mit Thermopapier (0,06mm) an den
4 Einstellschrauben. 2 Mal habe ich das gemacht. Nach der Kalibrierung ist in der Mitte zwischen Bett und Düse Platz für 2x 0,12mm starkes Papier
übereinander!
– Bei solchen Fällen am besten ein ordentliches Foto machen wo das Problem ersichtlich ist und eine Nachricht an den Support schreiben. Gearbest ist zum Beispiel recht großzügig und gewährt ordentliche Preisnachlasse.