


In den gängigen Slicern hat man die Möglichkeit, Skripte am Start und am Ende des Druckvorgangs zu bestimmen. In meinem anderen Artikel zu Einstellungen für den Creality CR-10, habe ich bereits solche Skripte vorgestellt. In diesem Artikel gehe ich nun näher darauf ein. Hier bekommt Ihr meine generellen Skripte die ich für alle meine Drucker verwende. Das heißt diese GCODE-Skripte funktionieren auch für Anet A8 /A6 / A2 und Co.
Generisches Start-Skript
Beim Start eines Druckvorgangs sollte Alles passen. Wenn die Düse Filament-Reste auf dem Druckbett verteilt oder am Anfang die Material-Extrusion nicht stimmt hat das mindestens Einfluss die Qualität des aktuellen Druck-Auftrags eures 3D Druckers, kann diesen aber auch im schlimmsten Fall komplett fehleschlagen lassen. Mit folgenden GCODE versuche ich dem entgegen zu wirken, damit eben einfach Alles passt am Anfang:
G28 ; Alle Achsen Nullen G1 X5.0 Y5.0 F7200; Link vom Bett positionieren, Position für das Aufheizen einnehmen G1 Z3.0; Z-Achse senken vor dem Aufheizen M104 S[extruder0_temperature] T0; Setze Extruder Temperatur (ohne warten!) M190 S[bed0_temperature] T0; Setze BettTemperature und stabilisiere M109 S[extruder0_temperature] T0; Setze Extruder Temperatur und stabilisiere G29; Auto-Bed-Leveling (auskommentieren oder Loeschen wenn kein Sensor verbaut ist) ;Duese vorbereiten G1 Z0; Duese senken als Vorbereitung fuer das Material abstreifen G1 Z0.2; Duese etwas anheben fuer Material Vorlauf G1 X200 E20 F600; Material Vorlauf ausfuehren (zieht eine Linie)
Ihr findet die Skripte auch in den Downloads als Textdatei.
Generisches End-Skript
Für das Ende des Drucks gilt natürlich das gleiche. Auch hier habe ich bei mir im Slicer einen angepassten Code um zu bestimmen, was nach dem Druck noch passieren soll. Zum Beispiel lasse ich den 3D Drucker das Model nach vorne fahren und parke die Düse am linken Rand damit das Druck-Objekt frei steht. Ich verwende im Kern diesen Code am Ende des Druckvorgangs:
G1 E-3 F3600 ; 3mm Filament zurückziehen (Retract) M104 S0 ; Duese ausschalten, Temperatur auf null. M140 S0 ; Heizbett ausschalten, Temperatur auf null. G91 ; Relativer Modus für Navigation G1 Z10 ; Duese 1 cm anheben G90 ; Absoluter Modus für Navigation G1 X5 Y180 F7200 ; Kopf zur Seite und Bett nach vorne M106 S0 ; Bauteil-Luefter abschalten M84 ; Motoren abschalten
Ihr findet die Skripte auch in den Downloads als Textdatei.
Kleines und wichtiges Update von einem Blogleser:
Achtet darauf, dass Ihr in den Kommentaren keine Umlaute wie in DÜse, LÜfter, FÖn etc. verwendet. Seit einem halben Jahr war ich geplagt beim öffnen von Factory-Files in Simplify3D durch eine Fehlermeldung. Der GCODE ging trotzdem prima, allerdings kam immer ein Lesefehler. Danke an dieser Stelle nochmal an den findigen Blog-Leser, das Feierabendbier habe ich heute Dir gewidmet 🙂
Skripte im Slicer hinterlegen
Bei Simplify3D könnt Ihr die Skripte in den Prozessen unter Skripte hinterlegen und so für jeden Prozess ein angepasstes Skript hinterlegen. Ich habe zum Beispiel noch spezielle Skripte wo JERK-Settings und Beschleunigungen angepasst werden, zum Beispiel für sehr großé Druckaufträge. Damit das funktionieren kann braucht Ihr einen freigeschalteten EEPROM in der Firmware. Das könnt Ihr in diesem Artikel nochmal nachlesen.
Bei Cura müssen die Skripte im Drucker-Profil hinterlegt werden, siehe Screenshot. Das heißt möchtet Ihr unterschiedliche GCODE-Skripte komfortabel verwenden müsst Ihr mehrere Drucker-Profile anlegen für euren 3D Drucker.

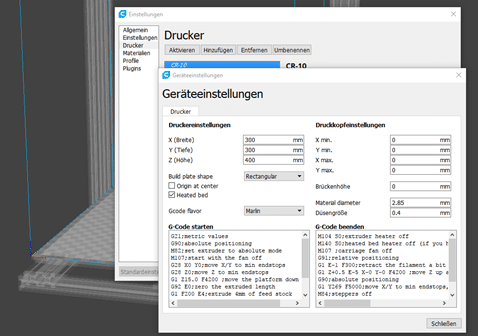
Start und Endskripte im Drucker-Profil in Cura.
Eigene Skript anzulegen ist jedenfalls sehr zu empfehlen und ein mächtiges Werkzeug. Ich empfehle jedem sich mal damit zu beschäftigen!
Happy Printing!